  �������𪺺�f�� �������𪺺�f��
|
�������𪺺�O�Ĩ��MANSI��GH��פ@�˪����q�����]�w�C�Ȥ�i�H�H���[�u��������רӿ�ܳ̾A�����������𪺺�סC������2�ťκ�ת��U�ծ|���MTAP���зǺ�f���A�b��10��14�C4H
�B5H�B��6H�Ϊ���צb��15�C���O�A�]�Q���d���Χ������A�H�Υ��������������A�U���t���A�]���A������ܾA�����f���C |
| �������W�� |
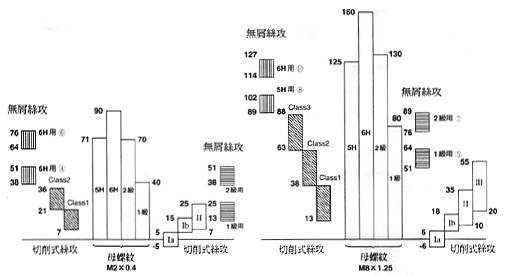
�{�bJIS������(M)�����W��O�K��ISO�W��ǤJ���A���F��کʳW�檺�Τ@�A�饻�v��1982�~�����įǧ����A�ӱN�H�����������šB2�šB3�Ū����ܳW��C�����ݮѡA�ĥηs���W�榨�����W��C���W��M���ݮѳW�檺���t�O���P���A�ѤU�����覡���ܥX�C |
| �������������� |
��
�� |
��
�� �W �� |
���ݮ� |
������ |
|
1�� |
|
2�� |
|
3�� |
������ |
|
1�� |
|
2�� |
|
3�� |
|
|
�o�طs�ĥΪ��W��A�O�H���O�X����K�ס��Ӫ��ܡA�t�~�A�]��M1.7�BM2.3�BM2.6�A���bISO���W�椺�A�]���A���b���W�椺�C�Ӭ�����M�H���@�˪��S���ܤơC |
| �����W��M�������W�����Y |
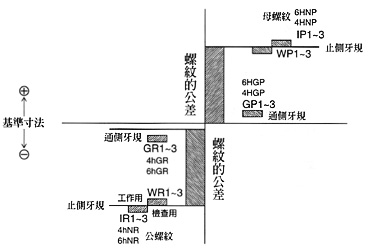
�����O�H�@�몺�������W�q�����`�X���Į|�A�����d�q�~�|�A�����W(PIN GAUGE) �z�q�������������|�C
�������O�H���������W�A�������O�H��������W�Ӵ��w�C |
 �������W������ �������W������ |
 |
 |
| ���������W |
��������W |
|
| �����o�k�M�������W�����Y |
 |
| ��������שM���𪺤o�k��m |
�������𪺤o�k�]�w�O�H�������t���j��80%����m�W�A�����ؼСC�]��������ɭԡA�S�����d���������X�j�����Y�A�ҥH�]�w����m����j�C
�b��������[�u�������P�ɡA��������P�ɷ|�h�֦��Y�]10�gm~30�gm�^�C
�ҥH�A���𪺤o�k�y�p�C |
| ��������שM�����𪺤o�k��m |
 |
| �q��q�M�[�j�ؤo���q |
�����b�q������g�ɡA�������o�k�ܤj�ɡA���������o�k�Y�ܤp�C�ҥH�b���g�e���������z�A������ܪ����n�C�ۦP���A�ϥΪ��������W�A�]�D�o���ܤ��i�A�H���g�����p�A���ܤƶq�i�ѤU�C�������D�X�C |
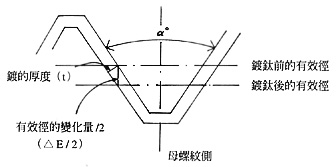 |
| �G E / 2= |
t |
|
| Sin�\ / 2 |
|
| �\�X=60�X(M�BUNC�BUNF�BSM����) �����X |
| �G E / 2= |
t |
2t |
|
| Sin 30�X |
|
���g���p��(t)��5�gm�ɡA���Į|���ܤƶq���G
�GE = 4t =4 X 5�gm = 20�gm
��Y���p�n�[�u�������ɡA���d��������n�[20�gm
��������Y��20�gm��12.7�gm=1.57��2
�n��зǺ�f���j�G�f���A�@�w�n�[�j�즹�o�k���i�C�t�~�A�ۦP���������W�A�b�q�L�P���q�L���������W�A�ҭn�[�j20�gm�~�O���T���A�p�G�ϥδ��q�����W�A�Y�O�y���x�Z����]�C�S���|��PIN
GAUGE�]�Ҽ{���g�p��2���O����X�z�����Y�A�G���ϥ�2��5�gm�A�q��GAUGE�j10�gm��PIN GAUGE�C |
|
 |
| �^�������� |
|
Home > TANOI�N���� >
|
|