  Ľ·ŃąËż×¶µÄľ«¶Č·¬şĹ Ľ·ŃąËż×¶µÄľ«¶Č·¬şĹ
|
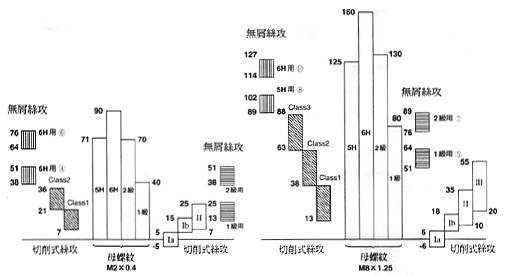
Ľ·ŃąËż×¶µÄľ«¶ČĘDzÉȡşÍANSIµÄGHľ«¶ČŇ»ŃůµÄ˝×¶ÎĘ˝µÄÉ趨ˇŁżÍ»§żÉŇÔŇÔÄâĽÓą¤µÄÂÝÎĆľ«¶ČŔ´ŃˇÔń×îĘʵ±µÄĽ·ŃąËż×¶µÄľ«¶ČˇŁÄ¸ÂÝÎĆ2Ľ¶ÓĂľ«¶ČµÄĎ¿׾¶±íşÍTAPµÄ±ę׼ľ«¶Č·¬şĹŁ¬ÔÚ±í10ˇ«14ˇŁ4H
ˇ˘5Hˇ˘Ľ°6HÓõľ«¶ČÔÚ±í15ˇŁµ«ĘÇŁ¬Ňň±»ÇĐĎ÷˛ÄĽ°ąĄŃŔĚőĽţŁ¬ŇÔĽ°Ä¸ÂÝÎƵıĄŃŔ״̬¸÷ÓвîŇ죬Ňň´ËŁ¬±ŘĐëѡÔńĘʵ±µÄ·¬şĹˇŁ |
| ÂÝÎƵĹć¸ń |
ĎÖÔÚJISµÄą«ÖĆ(M)ÂÝÎĆąć¸ńĘÇժȡISOąć¸ńÄÉČëµÄŁ¬ÎŞÁËąúĽĘĐÔąć¸ńµÄͳһŁ¬ČŐ±ľĽşÓÚ1982ÄęÍęČ«˛ÉÄÉÍęłÉŁ¬¶ř˝«ŇÔÍů·ÖłÉµÄŁ±Ľ¶ˇ˘2Ľ¶ˇ˘3Ľ¶µÄ±íĘľąć¸ńÁĐÎŞ¸˝ĘôĘ飬˛ÉÓĂеĹć¸ńłÉÎŞ±ľąć¸ńˇŁ±ľąć¸ńşÍ¸˝ĘôĘéąć¸ńµÄą«˛îĘDz»Í¬µÄŁ¬ÓÉϱíµÄ·˝Ę˝±íĘľłöˇŁ |
| ą«ÖĆÂÝÎƵĵȼ¶ |
ÖÖ
Ŕŕ |
±ľ
Ěĺ ąć ¸ń |
¸˝ĘôĘé |
ą«ÂÝÎĆ |
|
1Ľ¶ |
|
2Ľ¶ |
|
3Ľ¶ |
ĸÂÝÎĆ |
|
1Ľ¶ |
|
2Ľ¶ |
|
3Ľ¶ |
|
|
ŐâÖÖĐ²ÉÓõĹć¸ńŁ¬ĘÇŇÔ¨”ǶşĎµÄľ«ĂܶȡĺŔ´±íĘľŁ¬ÁíÍ⣬ŇňÎŞM1.7ˇ˘M2.3ˇ˘M2.6Ł¬˛»ÔÚISOµÄąć¸ńÄÚŁ¬Ňň´ËŁ¬˛»ÔÚ±ľąć¸ńÄÚˇŁ¶řĂŔ±ęŃŔşÍŇÔÍůŇ»ŃůµÄĂ»Óб仯ˇŁ |
| ÂÝÎĆąć¸ńşÍÂÝÎĆŃŔąćµÄąŘϵ |
ÂÝÎĆĘÇŇÔŇ»°ăµÄÂÝÎĆŃŔąćÁż˛âĆä×ÜşĎÓĐЧľ¶Ł¬·ÖŔ忨ÁżÍ⾶Ł¬Ć˝ĐĐČűąć(PIN GAUGE) ąÜŔíÁż˛âĸÂÝÎƵÄÄÚľ¶ˇŁ
ą«ÂÝÎĆĘÇŇÔÂÝÎĆ»·ŃŔąćŁ¬Ä¸ÂÝÎĆĘÇŇÔÂÝÎĆ˨ŃŔąćŔ´˛â¶¨ˇŁ |
 ÂÝÎĆŃŔąćµÄÖÖŔŕ ÂÝÎĆŃŔąćµÄÖÖŔŕ |
 |
 |
| ÂÝÎĆ»·ŃŔąć |
ÂÝÎĆ˨ŃŔąć |
|
| ÂÝÎĆ´ç·¨şÍÂÝÎĆŃŔąćµÄąŘϵ |
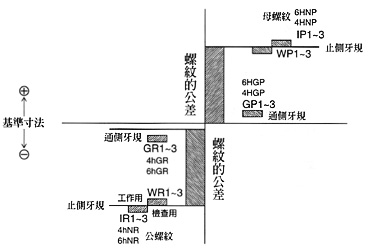 |
| ĸÂÝÎĆľ«¶ČşÍ˿׶µÄ´ç·¨Î»ÖĂ |
Ľ·ŃąËż×¶µÄ´ç·¨É趨ĘÇŇÔĸÂÝą«˛îµÄ´óÔĽ80%µÄλÖĂÉĎŁ¬×öÎŞÄż±ęˇŁŇňÎŞąĄŃŔµÄʱşňŁ¬Ă»ÓĐÇĐĎ÷Ę˝µÄÂÝÎĆŔ©´óµÄąŘϵŁ¬ËůŇÔÉ趨µÄλÖñȽϴóˇŁ
ÔÚĽ·ŃąËż×¶ĽÓą¤ÍęłÉµÄͬʱŁ¬Ä¸ÂÝÎĆŇŕͬʱ»á¶ŕÉŮĘŐËőŁ¨10¦Ěm~30¦ĚmŁ©ˇŁ
ËůŇÔŁ¬Ëż×¶µÄ´ç·¨ÉÔСˇŁ |
| ĸÂÝÎĆľ«¶ČşÍÂÝ˿׶µÄ´ç·¨Î»ÖĂ |
 |
| µç¶ĆÁżşÍĽÓ´ółß´çµÄÁż |
ÂÝÎĆÔÚµç¶Ć»ň¶ĆîŃʱŁ¬ą«ÂÝÎĆ´ç·¨±ä´óʱŁ¬Ä¸ÂÝÎƵĴ編Ľ´±äСˇŁËůŇÔÔÚ¶ĆîŃÇ°şóÂÝÎƵĹÜŔíŁ¬ÓĐĆä¸Ä±äµÄ±ŘŇŞˇŁĎŕͬµÄŁ¬ĘąÓõÄÂÝÎĆŃŔąćŁ¬Ň˛·ÇµĂ¸Ä±ä˛»żÉŁ¬ŇÔ¶ĆîѵÄÇéżöŁ¬Ćä±ä»ŻÁżżÉÓÉĎÂÁеĹ«Ę˝ÇółöˇŁ |
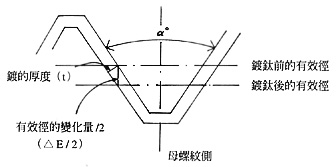 |
| ¦¤ E / 2= |
t |
|
| Sin¦Á / 2 |
|
| ¦Áˇă=60ˇă(Mˇ˘UNCˇ˘UNFˇ˘SMÂÝÎĆ) µÄłˇşĎ |
| ¦¤ E / 2= |
t |
2t |
|
| Sin 30ˇă |
|
¶Ćîѵĺń¶Č(t)ÎŞ5¦ĚmʱŁ¬ÓĐЧľ¶µÄ±ä»ŻÁżÎŞŁş
¦¤E = 4t =4 X 5¦Ěm = 20¦Ěm
Ň༴ĽŮČçŇŞĽÓą¤Ä¸ÂÝÎĆʱŁ¬ÇĐĎ÷Ę˝µÄ˿׶ҪĽÓ20¦Ěm
Ľ·ŃąËż×¶Ľ´ÎŞ20¦ĚmˇÂ12.7¦Ěm=1.57¨P2
ŇŞ±Č±ę׼ľ«¶Č·¬şĹ´ó¶ţ·¬şĹŁ¬Ň»¶¨ŇŞĽÓ´óµ˝´Ë´ç·¨˛»żÉˇŁÁíÍ⣬ĎŕͬµÄÂÝÎĆŃŔąćŁ¬ÔÚͨąýÓ벻ͨąýµÄÂÝÎĆŃŔąćŁ¬˝ÔŇŞĽÓ´ó20¦Ěm˛ĹĘÇŐýČ·µÄŁ¬ČçąűĘąÓĂĆŐͨµÄŃŔąćŁ¬Ľ´ĘÇÔěłÉŔ§ČŵÄÔŇňˇŁÓÖÄÚľ¶µÄPIN
GAUGEŇňżĽÂǶĆîŃşń¶Č2±¶ĘDZȽϺĎŔíµÄąŘϵŁ¬ąĘӦʹÓĂ2ŁŘ5¦ĚmŁ¬±ČĆŐͨµÄGAUGE´ó10¦ĚmµÄPIN GAUGEˇŁ |
|
 |
| »ŘŇłĂ涥¶Ë |
|
Home > TANOIĽĽĘőÇ鱨 >
|
|